3D gravírování
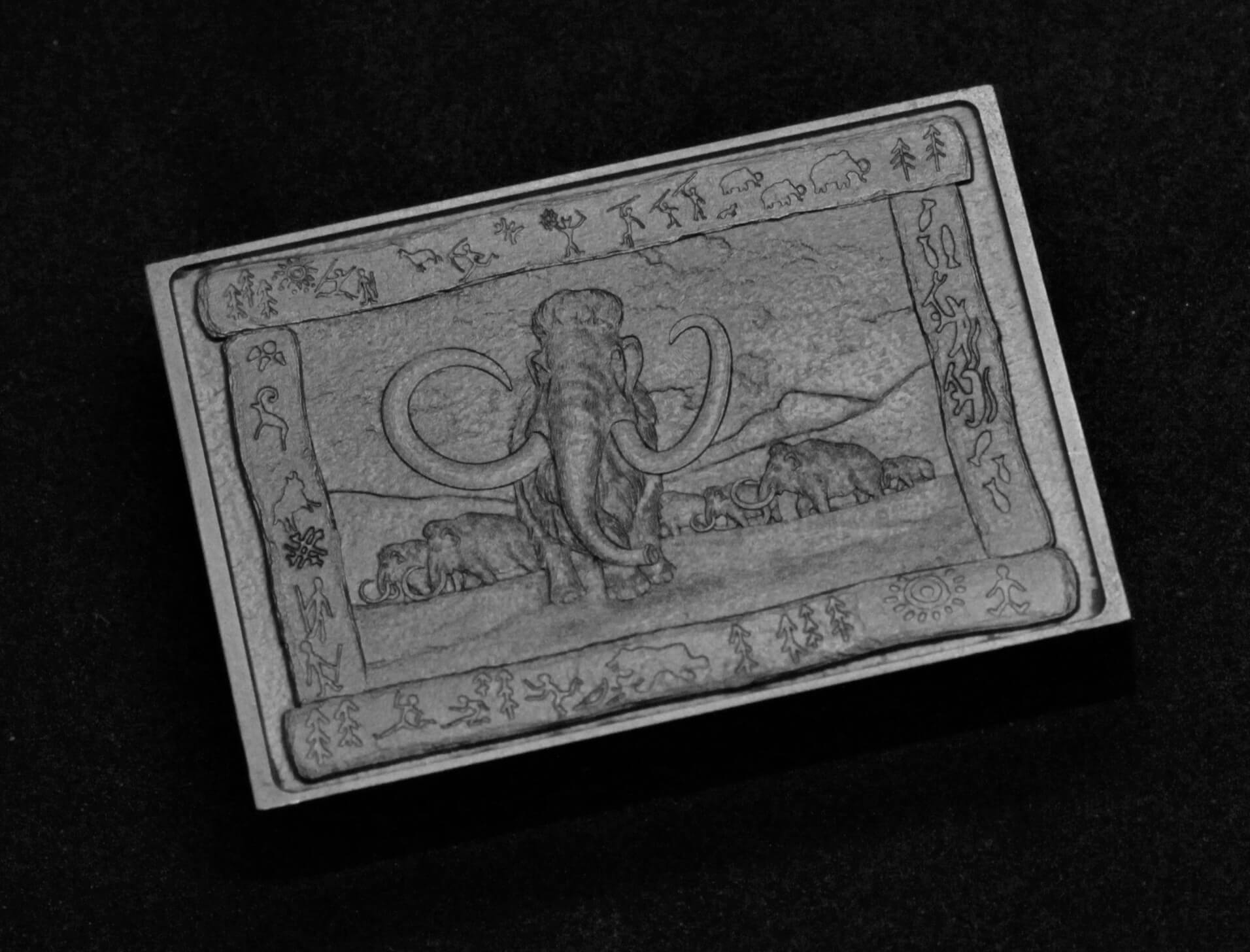
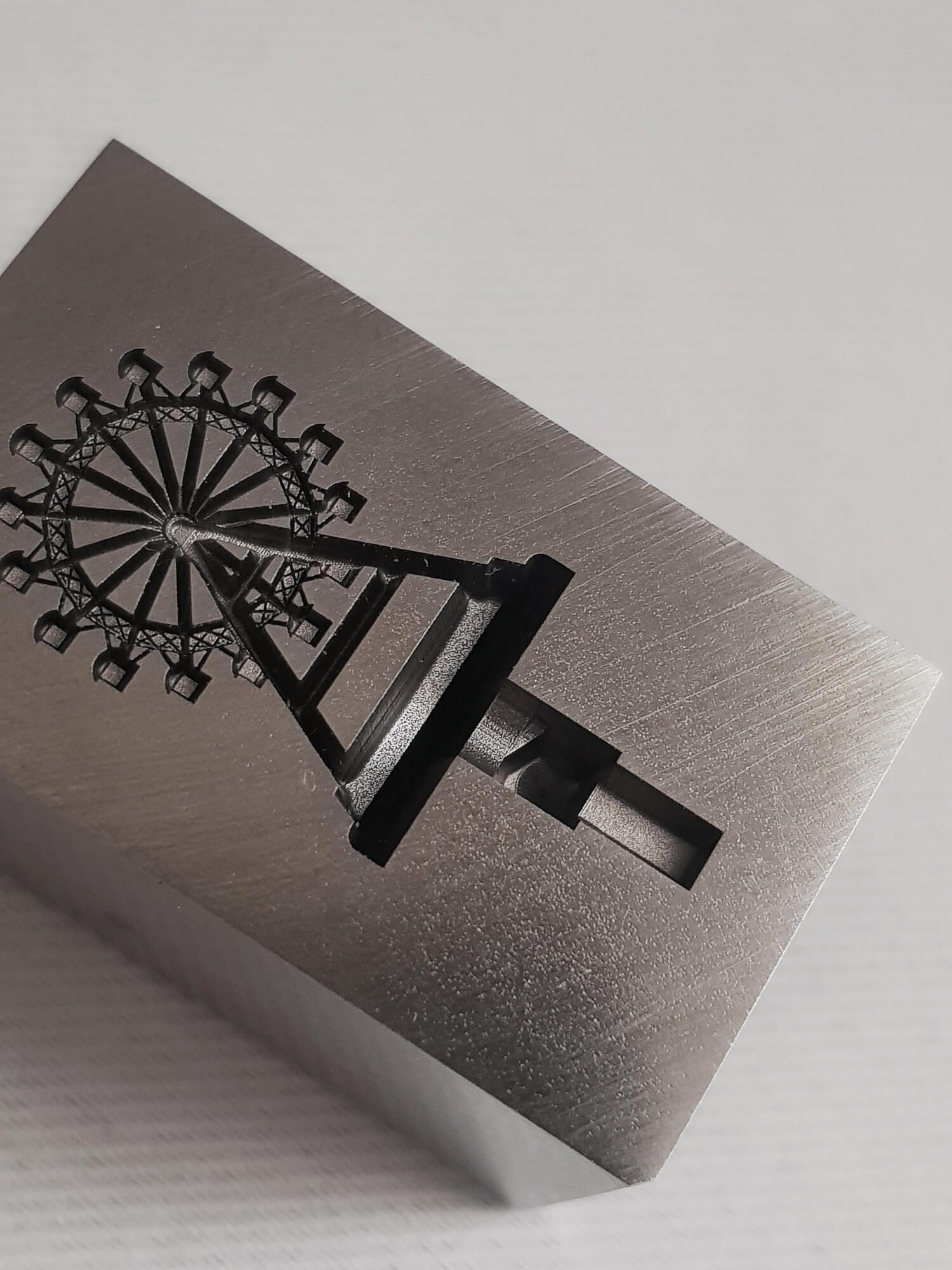
Největší jeho předností je možnost provedení (dodělání) i miniaturních detailů do již hotových dílců a to i tepelně zpracovaných. Oproti elektroerozivnímu hloubení odpadá nutnost výroby elektrody, je však nutno brát v úvahu, že stěny gravírovaného motivu nelze udělat úplně kolmé, ale vždy je nutno počítat alespoň s minimální kónikou 5°. Tvarová rozmanitost povrchů též není problém, pokud je k dispozici 3D model dílce. Na tento se následně „promítne“ model požadovaného motivu ke gravírovaní. Pokud je k dispozici vzorek stejného materiálu, jako obráběný díl (pro provedení testování úběru), potom lze zaručit přesnost (hloubku) gravírování na cca ± 0,01 – 0,02 mm v celém rozsahu hloubky reliéfu gravůry. Ta bývá zpravidla od několika setin až po jednotky mm v ohraničených oblastech jako např. napouštěcí kanálky vstříkovaného plastu nebo vrcholové body lisovaných dílů.
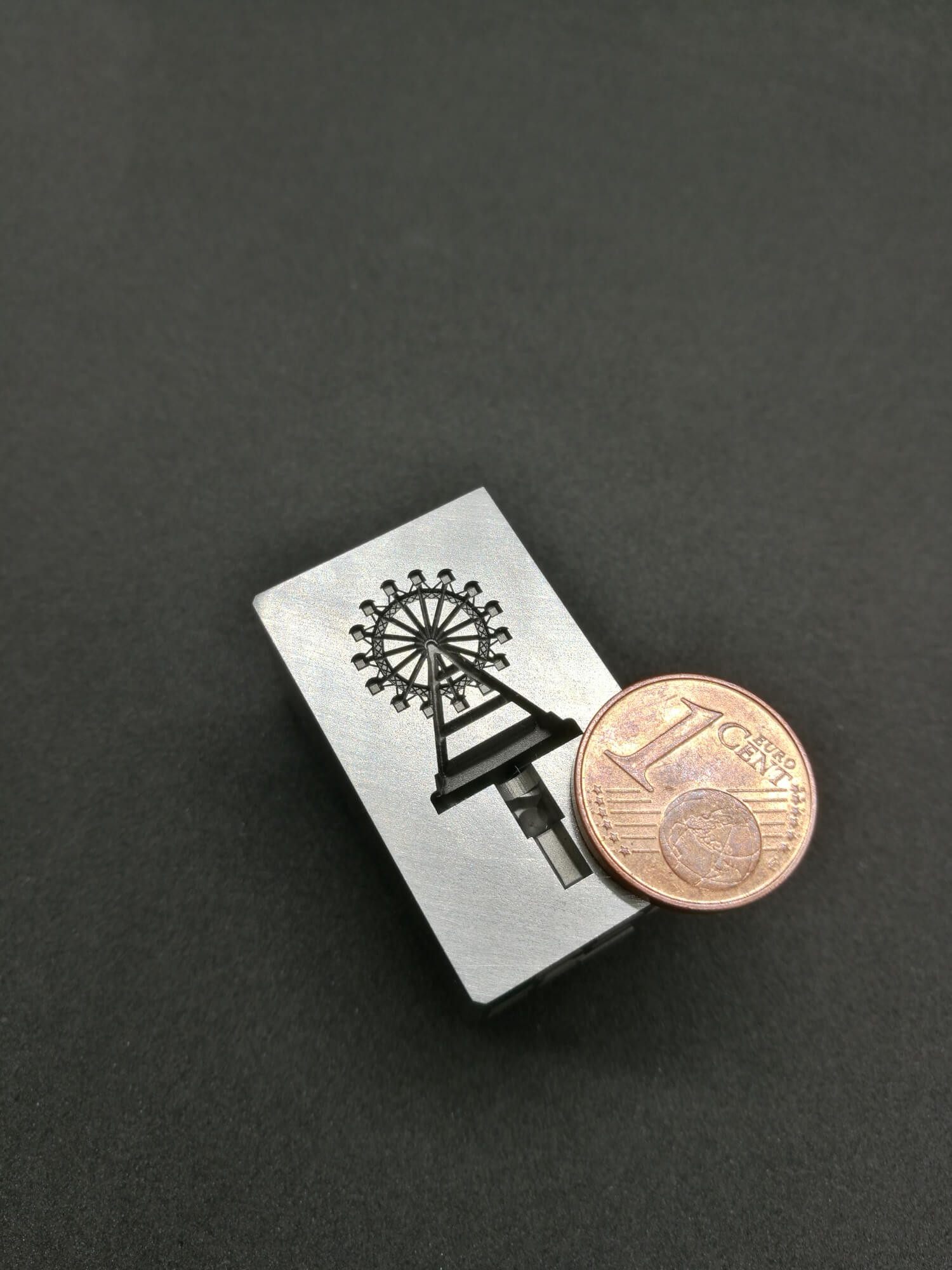
V závislosti na požadavku kvality výsledného povrchu může být velikost úběru na jeden řez obrábění menší než 1µm. V tomto případě není takový způsob výroby motivu úplně optimální. Výrobní čas může být i desítky hodin, což se samozřejmě projeví na ceně. V takovýchto případech je nutno najít jistý kompromis mezi všemi zúčastněnými veličinami, které vstupují do výrobního procesu.